As the core connecting element in industrial piping systems, ferrule joints directly dictate safety and hermeticity. Addressing stark differences between gas and liquid media, this guide maps out critical selection factors—from media properties to installation techniques. Gas media require hyper-focus on sealing and pressure resilience, while liquids demand wear resistance and anti-vibration architectures.
2. Basic Impact of Media Characteristics
2.1 Gas Media: Compressibility and High Precision
Gas media are highly compressible, featuring low density and low viscosity, making them susceptible to pressure fluctuations. Selection must prioritize extreme sealing performance, surge-resistant pressure capacity, and explosion-proof engineering for flammable gases.
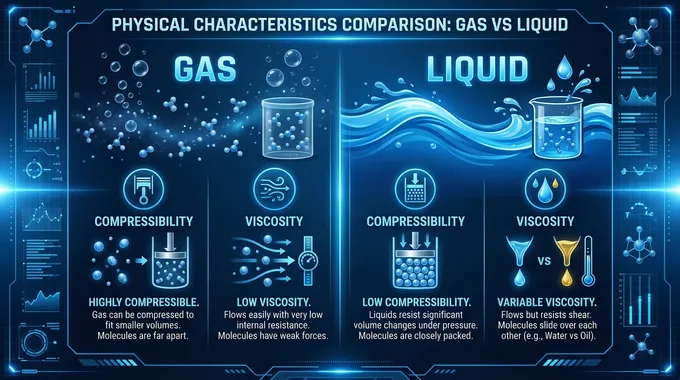
2.2 Liquid Media: Incompressibility, Wear, and Vibration
Liquid media are practically incompressible and prone to crystallization. Engineering selection pivots toward anti-wear architectures for particulate-laden liquids, vibration resistance against pulsating pressure, and extreme temperature adaptability for cryogenic or high-heat liquids.
3. Constraint Mechanisms of Working Conditions
Pressure Parameters: Nominal pressure must be at least 1.5 times the maximum working pressure. Multi-stage depressurization is needed for extreme gradients.
Temperature Thresholds: Material limits apply (e.g., carbon steel up to 425°C). Thermal expansion compensation is vital in high-temperature operations.
Flow Dynamics: Velocity control is crucial as high-velocity liquids scour sealing surfaces. Flow regulation via integrated valves allows precise adjustments.
4. Differentiated Selection of Types and Structures
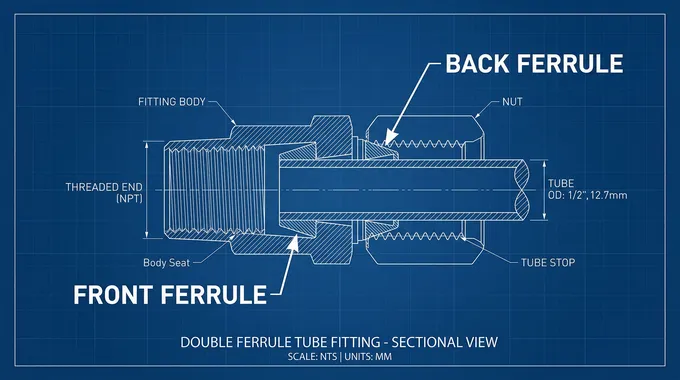
Gas systems optimally utilize Double Ferrule Joints for dual sealing in high-pressure lines and Metal Face Seal Joints for ultra-high-purity gases. Conversely, liquid systems often rely on Single Ferrule Joints for low-pressure applications and Anti-Loosening Ferrule Joints for vibrating mobile hydraulic equipment.
5. Engineering Practice Guidelines for Material Selection
| Media Type | Recommended Material | Typical Scenarios |
|---|---|---|
| Clean Gas | 304 Stainless Steel | Air, Nitrogen Piping Systems |
| Corrosive Gas | 316L SS / Hastelloy C276 | Chlorine, Hydrogen Sulfide Systems |
| High-Temp Gas | Chrome-Molybdenum Steel | Steam, Heat Transfer Oil Piping |
| Clean Liquid | Carbon Steel (WCB) | Water, Oil Product Piping |
| Corrosive Liquid | Duplex 2205 / 6Mo Super SS | Seawater, Acid/Base Systems |
| Slurry/Particulate | Stellite Alloy Overlay | Mineral Slurry, Coal Dust Piping |
6. Installation Process and Quality Control
Proper installation demands immaculate tube end preparation, precise torque control, and accurate bite depth calibration. Most crucially, installers must adhere to the Three "No" Principles: NO Sealants (risks clogging), NO Lateral Force (causes fatigue fracture), and NO Excessive Re-assembly (ruins sealing faces).
7. Case Analysis of Typical Scenarios
In natural gas transmission, double ferrule joints with strict bite depth limits are standard to ensure safe, leak-free operation. Conversely, in petrochemical polymer plants handling highly viscous liquids, specialized joints prioritizing flow dynamics and wear resistance (such as those with Stellite overlays) are selected to withstand harsh operational stresses.
8. Conclusion and Outlook
The selection of ferrule joints requires a systematic approach encompassing media characteristics, operational parameters, and structural integrity. As industrial fluid control evolves, AI-driven selection, composite materials, and smart joints promise to further elevate system reliability, laying a foundation for Industry 4.0.




