Often regarded as the "blood vessels" of modern industry, steel pipes play an absolutely irreplaceable role in energy transportation, mechanical manufacturing, and architectural structures. To understand their sheer scale, consider this: the global annual production of steel pipes has surpassed a staggering 200 million tons, with China capturing over 40% of the global market share. The consumption rates are equally massive. In long-distance oil and gas pipelines, approximately 120 tons of steel pipes are consumed per kilometer; in the automotive manufacturing sector, the average vehicle utilizes between 50 to 80 kilograms of steel tubing. This immense and diverse market demand has catalyzed the development of two primary technological routes: seamless steel pipes and regular (welded) steel pipes. These two categories exhibit fundamental differences in manufacturing processes, performance characteristics, and application scenarios. Fully comprehending these distinctions is of paramount importance for making informed engineering material selections.
I. Manufacturing Process: The Genetic Differences
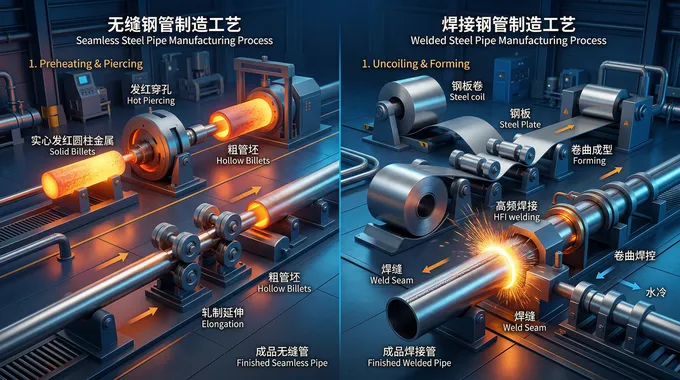
1.1 Seamless Steel Pipes: The Art of "Integral Forging"
Seamless pipes are formed from a single, solid metal billet through a piercing process, ensuring a continuous structure. The core manufacturing workflow includes:
* Hot Rolling Process: Solid round steel billets are heated to an extreme 1200-1250°C and then passed through a three-roll skew rolling piercer to form a hollow capillary tube, which is subsequently sized by a continuous rolling mill. This method produces pipes with outer diameters (OD) ranging from 48 to 630mm and wall thicknesses of 3.5 to 75mm. Leading facilities, such as Tianjin Pipe Corporation's hot rolling lines, boast a single-line annual capacity of 500,000 tons.
* Cold Drawing/Cold Rolling Process: After hot-rolled billets are pickled to remove scale, they undergo plastic deformation via cold drawing or cold rolling machines. Advanced equipment like Baosteel’s LGC cold rolling mill can achieve wall thickness control at the 0.01mm level, producing high-precision cold-drawn pipes with a tolerance of ±0.05mm—highly sought after in the aerospace sector.
* Extrusion Process: Heated billets are placed into an extrusion cylinder and formed by a piercing needle. This technique is particularly suited for hard-to-deform alloy steel pipes, such as Inconel 625 nickel-based alloy tubes, whose high-temperature strength can be up to three times that of ordinary steel pipes.
1.2 Regular Steel Pipes: The "Splicing and Forming" Technique
Regular steel pipes, commonly known as welded pipes, are manufactured by rolling and welding steel plates or coils. The primary processes include:
* Electric Resistance Welding (ERW): Steel strips are rolled into a tubular shape, and high-frequency current (300-500kHz) is utilized to generate a skin effect at the contact surfaces, melting the edges together. This highly efficient process operates at speeds up to 120m/min. Jingye Group's ERW lines, for example, produce pipes with ODs from 21.3 to 610mm.
* Submerged Arc Welded (SSAW/LSAW): For spiral welded pipes (SSAW), the steel strip is spirally wound, and the seam is welded using submerged arc technology with flux protecting the weld pool. Although the weld length increases by 30-100% compared to longitudinal seams, it allows for the production of large-diameter pipes from narrow strips. CNPC's X80 grade spiral welded pipes can reach a maximum diameter of 1422mm.
* Laser Welding: Utilizing high-power laser beams (10-20kW) for instantaneous melting, this process creates extremely narrow welds (0.1-0.3mm) with minimal heat-affected zones. Automotive exhaust pipes produced this way achieve weld strengths exceeding 95% of the base metal.
II. Structural Integrity: The Fundamental Distinction
2.1 Seamless Pipes: The "Zero Defect" Advantage
Due to the complete absence of weld seams, seamless pipes possess an inherent superiority in structural integrity:
* Metallographic Uniformity: Pierced at over 1200°C, hot-rolled seamless pipes achieve an ASTM grain size of 8-10, offering superior microstructural density. X-ray inspections reveal a 0% weld defect rate for seamless pipes, compared to the typical 0.2-0.5% defect rate found in ERW pipes.
* Residual Stress Distribution: The residual stresses generated during seamless pipe manufacturing are axially symmetrical, with maximum values generally remaining below 30% of the material's yield strength. In contrast, welded pipes exhibit significant tensile stress zones near the weld, reaching 50-70% of the yield strength, making them susceptible to stress corrosion cracking.
* Fatigue Life: Under alternating loads, the fatigue limit of seamless pipes can reach 40-50% of their tensile strength. Welded pipes experience a 20-30% reduction in fatigue limit due to microscopic weld defects. Automotive drive shafts using seamless pipes retain complete structural integrity even after 10⁷ cycles of load testing.
2.2 Welded Pipes: The "Weld Seam Challenge"
The structural vulnerabilities of welded pipes are primarily concentrated in the heat-affected zone:
* Phase Transformation: ERW welds undergo rapid heating (10³-10⁴°C/s) and cooling, often forming coarse Widmanstätten structures that degrade impact toughness. Post-weld heat treatment (e.g., holding at 650°C for 2 hours) mitigates this but increases costs.
* Hydrogen-Induced Cracking: Hydrogen atoms absorbed during welding can aggregate under stress, forming cracks. For X70 high-strength pipes, crack sensitivity spikes when hydrogen content exceeds 2ppm.
* Geometric Discontinuity: Spiral welded pipes often have weld reinforcements (0.5-1.5mm) and misalignments (≤1.5mm for wall thickness), acting as local stress concentrators. Under internal pressure, the stress concentration factor at the weld can reach 1.5-2.0.
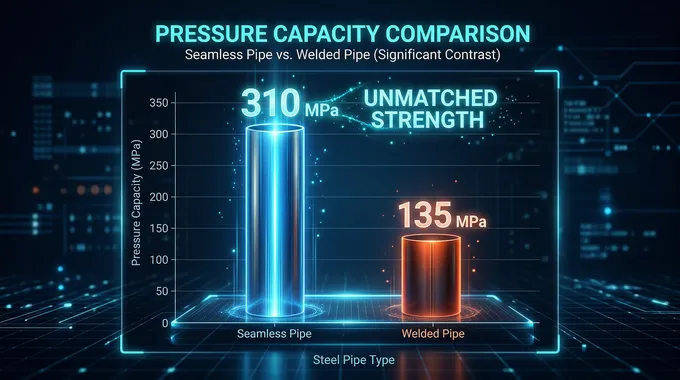
III. Pressure Capacity: A Quantitative Comparison
3.1 Seamless Pipes: The "King of High Pressure"
The pressure-bearing capacity of seamless pipes is derived from their continuous metallic matrix:
* Burst Pressure Testing: Room temperature hydrostatic burst tests on a Φ219×8mm X80 seamless pipe recorded a burst pressure of 125MPa—6.25 times its design pressure (20MPa). A comparable ERW pipe burst at 98MPa, representing a 21.6% reduction in safety margin.
* High-Temperature Performance: At 350°C, seamless pipes maintain over 85% of their yield strength. Welded pipes drop to around 70% due to weld softening. In one petrochemical plant, reactor outlet pipelines using seamless tubing have operated flawlessly for a decade at 400°C and 8MPa.
* External Pressure Resistance: For deep-sea applications, seamless pipes can withstand external water pressures up to 30MPa (equivalent to a depth of 3,000 meters). Welded pipes require a 20-30% increase in wall thickness to achieve the same resilience.
3.2 Welded Pipes: Ideal for "Medium-to-Low Pressure"
* Weld Strength Factor: According to API 5L standards, the joint efficiency factor for ERW welds is 0.95. For an X65 pipe with a base metal yield strength of 448MPa, the allowable stress at the weld is reduced to 425.6MPa.
* Fatigue Pressure Cycling: Subjected to ±10MPa alternating pressure, welded pipes develop micro-cracks after 10⁵ cycles, whereas seamless pipes endure 10⁷ cycles without damage, proving welded pipes unsuitable for ballast systems with frequent start-stops.
* Low-Temperature Brittleness: At -40°C, the impact energy of welded pipes plummets from 200J to below 50J. Seamless pipes retain over 150J, making them crucial for cold-region oilfields operating at -45°C to prevent brittle fracture accidents.
IV. Dimensional Precision: Process Control
4.1 Seamless Pipes: "Precision Manufacturing"
* Cold Drawing Precision: Multiple cold drawing passes restrict OD tolerances to ±0.05mm and wall thickness to ±0.03mm. Customized Φ6×1mm stainless steel seamless tubes for medical stents demand and achieve tolerances of ±0.01mm.
* Online Inspection: Baosteel’s laser micrometers monitor OD in real-time at 2000 times/second with ±0.01mm accuracy. Coupled with eddy current testing, inner wall defects as small as 0.1mm are detected.
* Custom Profiles: Specialized extrusion dies produce elliptical, rectangular, or hexagonal seamless pipes. Aviation-grade elliptical pipes maintain a 3:1 major/minor axis ratio with wall thickness uniformity strictly within ±5%.
4.2 Welded Pipes: "Economical Precision"
* ERW Tolerances: Generally, OD tolerance is ±1% and wall thickness ±10%. A Φ610×10mm ERW pipe allows an OD range of 603.9-616.1mm and thickness between 9-11mm.
* Spiral Pipe Ovality: Spiral pipes naturally exhibit greater ovality, often 1.5-2.0% of the nominal diameter. A Φ1016×15.9mm spiral pipe for a gas project showed a maximum ovality of 20.3mm.
* Weld Reinforcement Control: Grinding can reduce weld reinforcement to below 0.5mm, but it adds to production costs. Offshore platform requirements of ≤0.3mm reinforcement can drive machining costs up by 15% per pipe.
V. Testing Standards: The Degree of Rigor
5.1 Seamless Pipes: "Full-Process Inspection"
* Ultrasonic Testing (UT): Phased Array Ultrasonic Testing (PAUT) detects internal flaws larger than Φ0.3mm. Nuclear-grade seamless lines enforce 100% UT, achieving a 99.9% defect detection rate.
* Hydrostatic Testing: Under API 5CT, pipes undergo static water pressure tests at 20MPa (for P110 grade) holding for ≥5 seconds. Automated systems test up to 120 pipes per hour.
* Metallographic Inspection: Batch samples are analyzed for grain size and non-metallic inclusions. Boiler-grade seamless pipes strictly require Class A inclusions ≤1.5 and Class B ≤2.0.
5.2 Welded Pipes: "Weld-Focused Inspection"
* X-Ray Inspection: Spiral welds undergo 100% radiographic testing. According to SY/T 4109, Grade I welds permit zero cracks. The West-East Gas Pipeline's X80 spiral pipes achieved a 98.5% Grade I rate.
* Magnetic Flux Leakage (MFL): MFL detects surface and near-surface cracks at speeds of 30m/min, sensitive to cracks 0.1mm deep.
* Hardness Testing: Vickers hardness tests on the Heat-Affected Zone (HAZ) ensure hardness does not exceed 120% of the base metal. For X70 pipes (base ~240HV), weld hardness must remain under 288HV.
VI. Cost-Effectiveness: An Economic Analysis

6.1 Seamless Pipes: "High-End Positioning"
* Capital Expenditure: A 300,000-ton annual capacity hot-rolled seamless pipe line requires an investment of approximately 1.5 billion RMB, triple that of an equivalent ERW line.
* Energy Consumption: Seamless hot rolling consumes about 450 kgce/t (kilograms of coal equivalent per ton), whereas ERW welding consumes only 120 kgce/t. Producing a Φ219×8mm seamless pipe takes 2.8 times the energy of an ERW pipe.
* Material Utilization: The piercing process causes an 8-10% material loss, while ERW material utilization exceeds 95%.
6.2 Welded Pipes: "Economies of Scale"
* Production Efficiency: ERW lines operate at 120m/min (over 500,000 tons/year), massively outperforming cold-drawn seamless lines at 0.5-2m/min (<50,000 tons/year).
* Labor Costs: Highly automated welded pipe production reduces labor cost margins to 5-8%, compared to 15-20% for seamless pipes requiring skilled technicians.
* Logistics: Large-diameter welded pipes reduce transport costs. Transporting narrow steel coils to produce Φ1422×22mm spiral pipes on-site cuts logistics costs by 35% compared to shipping finished seamless pipes.
VII. Application Scenarios: Strategic Choices
7.1 Seamless Pipes: The "Critical Domains"
* High-Pressure Transport: The West-East Gas Pipeline Project III utilizes X80 seamless pipes for its 12MPa design pressure over 5,000km, safely transporting over 300 billion cubic meters of gas.
* High-Temperature Environments: Supercritical thermal power boilers use T91 seamless pipes operating at 620°C and 25.4MPa, running securely for over 100,000 hours.
* Precision Manufacturing: Aerospace engines utilize GH4169 nickel-alloy seamless pipes (OD tolerance ±0.02mm) for high-pressure turbine disks, enduring 1200°C and 500MPa stress.
7.2 Welded Pipes: The "Mass Market"
* Architectural Structures: The Beijing Daxing International Airport terminal utilized 20,000 tons of Φ609×16mm spiral welded pipes as structural support columns.
* Municipal Networks: City water supply upgrades using Φ1020×12mm ERW pipes over 120km saved 25% in capital investment compared to a seamless alternative.
* Furniture Manufacturing: Office furniture fabricators consume thousands of tons of Φ32×1.5mm welded tubes annually for desk frames, reducing material costs by 40%.
Conclusion: The Dynamic Balance of Technology and Market Demand
Ultimately, the competition between seamless and welded steel pipes is a continuous negotiation between technical performance and economic viability. In premium sectors like oil & gas, nuclear power, and aerospace, seamless pipes maintain absolute dominance due to their flawless structure, immense pressure tolerance, and precision manufacturing. Conversely, in the construction, municipal, and furniture mass markets, welded pipes rule through unmatched cost-efficiency, size versatility, and production scalability. Looking forward, as technologies like laser welding and phased array ultrasonic testing become widespread, the performance boundaries of welded pipes will continue to expand. Meanwhile, seamless pipes will secure their high-end market position through near-net-shape manufacturing and intelligent control innovations. Engineering selection must intricately weigh operational parameters, full-lifecycle costs, and supply chain reliability to strike the ultimate balance between technical feasibility and economic logic.




